
大多数人认识爱马仕都是因为他们的皮具包款,但今天起,爱马仕还有另一个身分不得不被重视。爱马仕在鐘表市场的起步虽晚,但近年陆续掌握机芯、表壳、面盘的制作技术和产线资源,结合自家皮质表带,呈现最精致的独家本格。
文/Singing Pan.资料提供/HERMÈS
制程整合计画
身为表界少数家族独立经营的鐘表品牌,爱马仕毋须配合大集团政策而摇摆自身经营理念,但相对的也无法享有集团保护伞下丰渥的技术资源。为保持后续生产的自主性,透过积极的合作购股,爱马仕逐步完成了筹备已久的鐘表版图。
成长中的鐘表部门
在奢侈品市场鐘表同样是水涨船高且毛利丰厚的产业,但同时鐘表也是一门太讲求专业技术的产业,在Swatch尚未宣布大幅减量供应ETA机芯的政策前,有能力自行制造机芯的品牌本来就为数不多,而在政策公佈后各大品牌掀起的「自制潮」裡,爱马仕要想发展鐘表产品线则需要更多耐心。相较于其他同样由珠宝、皮件精品跨足鐘表市场的品牌,或是不以研发为取向的中价位品牌,他们能够顺理成章地运用母集团的鐘表技术支援,在现今大者恆大的市场态势中,以独立家族经营不向集团靠拢的爱马仕必须自行向外寻求合作对象,这不仅是为了掌握技术、自主生产,对于提升销售也是刻不容缓的经营策略。爱马仕日前公佈的2012年财报中,总销售额约34.84亿欧元(约47亿美元),同比增长22.6%,其中目前仅占爱马仕营收5%的手表业务增长24.5%,可见后续成长空间还很大,鐘表产品已被视为未来品牌提升营收成长的主力项目。
从第一块拼图到补完
1928年爱马仕在法国总店开始销售鐘表产品,1978年在瑞士比尔(Biel)成立La Montre Hermes鐘表工坊,早期以石英表为主,机械表则会选配积家、江诗丹顿、爱彼或雅典制作的机芯,后期选用ETA机芯,并于2006年起加设皮带制作工厂,成为首家自制皮表带的手表制造商。自2003年起,爱马仕与机芯厂Vaucher Manufacture Fleurier的合作展现了挥军高级制表的积极企图,由Vaucher设计及研制爱马仕的专用机芯,爱马仕也在2006年正式入股投资Vaucher Manufacture Fleurier,目前拥有该厂25%股权,进一步巩固及加强机芯制作的能力。素来Vaucher所研制的机芯就具相当品质,甚至还拥有自制游丝的高阶制造能力,而Vaucher目前也仍有提供机芯给宝格丽、崑崙等品牌再进行修改,精良的机械结构可提升爱马仕鐘表整体档次,有利于跨足专业制表领域。
除了机芯产线的掌握,爱马仕后续也于2011年10月发佈收购百年表壳厂Joseph Erard 32.5%的股份(截自2013年7月最新发佈已增持至51%),2013年3月则100%收购位于La Chaux-de-Fonds的Natéber面盘公司。爱马仕的自制宣言固然不是为了躋身研发型表厂之列,向来品牌所推出的款式也不是以高阶复杂功能为强项,但透过收购股份与合併来达到「自制」的目的仍是势在必行。首先垂直整合的生产模式对于自主设计手表有相当大帮助,无论是内在机芯或外观表壳、面盘,均能够视品牌需求推出最符合品牌精神的商品;在掌握技术的同时,确保零件供应无虞的战略性意义也分外重要,控制成本、加强串联上下游供应鍊,在高级鐘表需求日增的市场趋势,透过收购来扩增产能,对厂方的投资无异是对爱马仕的自我投资。
一体二用新机芯
2012年爱马仕发表了和Vaucher机芯厂合作研发的新机芯H1837,并一次搭载于Dressage系列的大叁针日期与小叁针二款手表;同样的机械结构缩小机芯尺寸,则成为女表机芯H1912,搭载于Arceau Ecuyère系列小叁针。机芯结构大抵和2008年爱马仕的第一枚自制机芯H1相似,但经过细节调整而更耐用坚固,採用最稳定的28,800vph震频,双发条盒提供50小时的动储,螺纹微调摆轮也算是较进阶的装置,陶瓷轴承自动盘以及机芯夹板均刻满代表爱马仕的"H"饰纹。
虽然爱马仕推出自制机芯,未来也不排除持续研发复杂功能模组的可能性,但据知并没有逐步全线汰换的计画,部分产品仍会採用通用机芯,自制机芯则针对较高品质、单价的商品,採取双管齐下的策略。尤其顺应市场机械表需量日增,要增加手表产量需要上游制作工厂配合,爱马仕的种种自制佈局,为开打中的资源战夺得先机。
现位于巴黎福宝大道24号的(24, Faubourg Saint-Honoré)爱马仕总店是顶级的象徵,代表着国际精品的顶端。
四大厂区 成就不凡
一只手表由数百个零部件组成,从设计、原料、车床、拋光、组装⋯⋯,每个工序都必须仰赖专业人才和厂房,而现在的爱马仕正掌握了自主制造的所有筹码,精密技术与细腻手工交织,缝缀出属于自家的爱马仕鐘表。
【1】 机芯
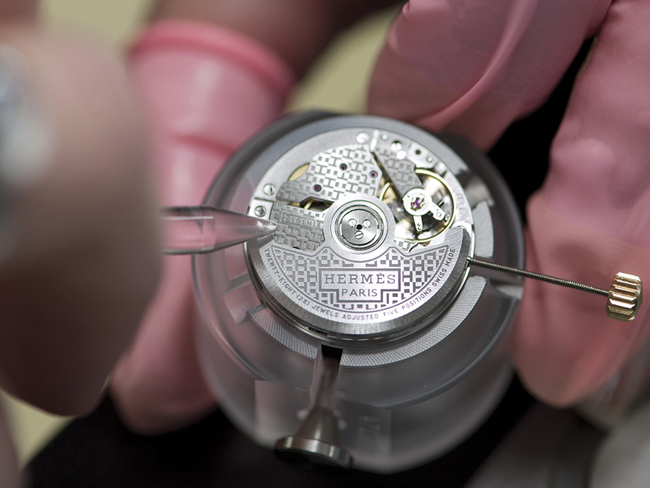
身为手表的心臟,机芯的制作尤是精妙复杂,即便是最简单的叁针机芯也需要上百个零件,真正投入实作前的开发工作尤其耗时,每个零件依照精准设计图使用机器车削成型穿孔后都需再行修整,保持表面光滑以提供运作效率。而夹板也会视不同位置打磨上鱼鳞纹,或是雕出爱马仕独家的H形饰纹,若有鏤空款式,就会再以锐利的钢丝线锯切割出图样。等到每枚零件都修饰完毕后,才会正式将游丝、齿轮、螺丝、轴承、槓桿等一一组装于基板。由于机芯的装配几乎要全靠人力手工进行,因此是最耗时的阶段,之后再测试校正,确认其运作流畅、走时无虞。
自动盘与夹板上重复并排的"H"饰纹是品牌显眼的特色,不仅是在表款外观设计中融入象徵,机芯也满溢着爱马仕的经典元素。
【2】 表壳
表壳会先以车床在整块的金属块切削出外观雏形,之后挖出面盘位置,并针对螺丝孔、防水垫圈、表冠龙芯孔等细节切削所需的内孔或凹槽,一个表壳通常会依款式不同分为表壳、底盖与表耳等数个部分,后续进行手工打磨拋光后再进行组装。由于爱马仕诸多系列的表壳都具有其独特造型,不是一般已经规格化的零件产品能够适用,必须独家量身打造,无论是Arceau的不对称马鐙表耳、俗称为鲍鱼壳的Dressage、以锚鍊鍊节为灵感的Cape Cod或H-our大胆直观的H形表壳,特殊的线条和弯度再以机器车床削切后,必须使用更多人力手工拋光,才能突显立体层次。
图为H-our系列的"H"形表壳,表壳与表耳一体成型,即便是表壳内侧不会被人手触摸到的部份,也一如既往地严谨打磨。
【3】 面盘
面盘的制作方式和表壳类似,同样会先利用机器削切合金制出薄片状的毛胚,镶嵌时标时所需的穿孔也会一併钻孔,特殊的开孔则会利用线锯进行,并进行打磨拋光;女表的部分款式会选择珍珠母贝作为面盘材质,剔透易碎的特质尤其需要小心翼翼。而爱马仕面盘上常见能增添观赏性的人字形饰纹,透过机器协助刻出纹路后同样施以打磨,确认表面平整无毛刺,若须额外做出面盘间的层次,另外会再行切割表盘薄片。爱马仕的表款中也不乏许多施以珐琅彩绘或麦秆镶嵌等传统手工艺的款式,这些特殊装饰则会另外聘请专精的工艺大师进行。
毛胚经初步切割开孔后,细部仍须要手工磨整拋光,并反覆以肉眼确认光亮程度,让面盘搭配指针发挥最佳的视读性。
【4】 皮表带
皮革制品是爱马仕本行,表带的质感自然不在话下。品牌的鐘表厂在2006年加入皮革表带部门,为鐘表产品正式注入本家精神。爱马仕的皮革材质多样,如山羊皮、小牛皮、水牛皮、驼鸟皮以及短吻鱷鱼皮等,又如坚韧的Barenia或Epsom的皮革纹理,都代表优良品质。制作表带初步先将皮革依固定规格剪裁、整装并修饰,在缝制前会使用尺规工具标示出缝线与缝针的落点,让缝线间隔相等且平整,接着採用爱马仕招牌的马鞍针缝步法以双针同线交叉缝制,提升缝合强度,后续再处理皮带边缘,包括以砂纸磨整、封蜡、上色、刨光并缝上皮环,最后烙印生产年份与品牌字样。
表带缝制完后其实还有不少修整工序,不仅会上色让侧边的顏色也能和正面相似,并会以特殊工具反覆摩擦刨光,使边缘更为平整光滑。
完整内容请参考《世界手表杂誌 No.90》
更多精彩报导 欢迎订阅
文/Singing Pan.资料提供/HERMÈS
制程整合计画
身为表界少数家族独立经营的鐘表品牌,爱马仕毋须配合大集团政策而摇摆自身经营理念,但相对的也无法享有集团保护伞下丰渥的技术资源。为保持后续生产的自主性,透过积极的合作购股,爱马仕逐步完成了筹备已久的鐘表版图。
成长中的鐘表部门
在奢侈品市场鐘表同样是水涨船高且毛利丰厚的产业,但同时鐘表也是一门太讲求专业技术的产业,在Swatch尚未宣布大幅减量供应ETA机芯的政策前,有能力自行制造机芯的品牌本来就为数不多,而在政策公佈后各大品牌掀起的「自制潮」裡,爱马仕要想发展鐘表产品线则需要更多耐心。相较于其他同样由珠宝、皮件精品跨足鐘表市场的品牌,或是不以研发为取向的中价位品牌,他们能够顺理成章地运用母集团的鐘表技术支援,在现今大者恆大的市场态势中,以独立家族经营不向集团靠拢的爱马仕必须自行向外寻求合作对象,这不仅是为了掌握技术、自主生产,对于提升销售也是刻不容缓的经营策略。爱马仕日前公佈的2012年财报中,总销售额约34.84亿欧元(约47亿美元),同比增长22.6%,其中目前仅占爱马仕营收5%的手表业务增长24.5%,可见后续成长空间还很大,鐘表产品已被视为未来品牌提升营收成长的主力项目。
从第一块拼图到补完
1928年爱马仕在法国总店开始销售鐘表产品,1978年在瑞士比尔(Biel)成立La Montre Hermes鐘表工坊,早期以石英表为主,机械表则会选配积家、江诗丹顿、爱彼或雅典制作的机芯,后期选用ETA机芯,并于2006年起加设皮带制作工厂,成为首家自制皮表带的手表制造商。自2003年起,爱马仕与机芯厂Vaucher Manufacture Fleurier的合作展现了挥军高级制表的积极企图,由Vaucher设计及研制爱马仕的专用机芯,爱马仕也在2006年正式入股投资Vaucher Manufacture Fleurier,目前拥有该厂25%股权,进一步巩固及加强机芯制作的能力。素来Vaucher所研制的机芯就具相当品质,甚至还拥有自制游丝的高阶制造能力,而Vaucher目前也仍有提供机芯给宝格丽、崑崙等品牌再进行修改,精良的机械结构可提升爱马仕鐘表整体档次,有利于跨足专业制表领域。
除了机芯产线的掌握,爱马仕后续也于2011年10月发佈收购百年表壳厂Joseph Erard 32.5%的股份(截自2013年7月最新发佈已增持至51%),2013年3月则100%收购位于La Chaux-de-Fonds的Natéber面盘公司。爱马仕的自制宣言固然不是为了躋身研发型表厂之列,向来品牌所推出的款式也不是以高阶复杂功能为强项,但透过收购股份与合併来达到「自制」的目的仍是势在必行。首先垂直整合的生产模式对于自主设计手表有相当大帮助,无论是内在机芯或外观表壳、面盘,均能够视品牌需求推出最符合品牌精神的商品;在掌握技术的同时,确保零件供应无虞的战略性意义也分外重要,控制成本、加强串联上下游供应鍊,在高级鐘表需求日增的市场趋势,透过收购来扩增产能,对厂方的投资无异是对爱马仕的自我投资。
一体二用新机芯
2012年爱马仕发表了和Vaucher机芯厂合作研发的新机芯H1837,并一次搭载于Dressage系列的大叁针日期与小叁针二款手表;同样的机械结构缩小机芯尺寸,则成为女表机芯H1912,搭载于Arceau Ecuyère系列小叁针。机芯结构大抵和2008年爱马仕的第一枚自制机芯H1相似,但经过细节调整而更耐用坚固,採用最稳定的28,800vph震频,双发条盒提供50小时的动储,螺纹微调摆轮也算是较进阶的装置,陶瓷轴承自动盘以及机芯夹板均刻满代表爱马仕的"H"饰纹。
虽然爱马仕推出自制机芯,未来也不排除持续研发复杂功能模组的可能性,但据知并没有逐步全线汰换的计画,部分产品仍会採用通用机芯,自制机芯则针对较高品质、单价的商品,採取双管齐下的策略。尤其顺应市场机械表需量日增,要增加手表产量需要上游制作工厂配合,爱马仕的种种自制佈局,为开打中的资源战夺得先机。

现位于巴黎福宝大道24号的(24, Faubourg Saint-Honoré)爱马仕总店是顶级的象徵,代表着国际精品的顶端。
四大厂区 成就不凡
一只手表由数百个零部件组成,从设计、原料、车床、拋光、组装⋯⋯,每个工序都必须仰赖专业人才和厂房,而现在的爱马仕正掌握了自主制造的所有筹码,精密技术与细腻手工交织,缝缀出属于自家的爱马仕鐘表。
【1】 机芯
身为手表的心臟,机芯的制作尤是精妙复杂,即便是最简单的叁针机芯也需要上百个零件,真正投入实作前的开发工作尤其耗时,每个零件依照精准设计图使用机器车削成型穿孔后都需再行修整,保持表面光滑以提供运作效率。而夹板也会视不同位置打磨上鱼鳞纹,或是雕出爱马仕独家的H形饰纹,若有鏤空款式,就会再以锐利的钢丝线锯切割出图样。等到每枚零件都修饰完毕后,才会正式将游丝、齿轮、螺丝、轴承、槓桿等一一组装于基板。由于机芯的装配几乎要全靠人力手工进行,因此是最耗时的阶段,之后再测试校正,确认其运作流畅、走时无虞。
自动盘与夹板上重复并排的"H"饰纹是品牌显眼的特色,不仅是在表款外观设计中融入象徵,机芯也满溢着爱马仕的经典元素。
【2】 表壳
表壳会先以车床在整块的金属块切削出外观雏形,之后挖出面盘位置,并针对螺丝孔、防水垫圈、表冠龙芯孔等细节切削所需的内孔或凹槽,一个表壳通常会依款式不同分为表壳、底盖与表耳等数个部分,后续进行手工打磨拋光后再进行组装。由于爱马仕诸多系列的表壳都具有其独特造型,不是一般已经规格化的零件产品能够适用,必须独家量身打造,无论是Arceau的不对称马鐙表耳、俗称为鲍鱼壳的Dressage、以锚鍊鍊节为灵感的Cape Cod或H-our大胆直观的H形表壳,特殊的线条和弯度再以机器车床削切后,必须使用更多人力手工拋光,才能突显立体层次。

图为H-our系列的"H"形表壳,表壳与表耳一体成型,即便是表壳内侧不会被人手触摸到的部份,也一如既往地严谨打磨。
【3】 面盘
面盘的制作方式和表壳类似,同样会先利用机器削切合金制出薄片状的毛胚,镶嵌时标时所需的穿孔也会一併钻孔,特殊的开孔则会利用线锯进行,并进行打磨拋光;女表的部分款式会选择珍珠母贝作为面盘材质,剔透易碎的特质尤其需要小心翼翼。而爱马仕面盘上常见能增添观赏性的人字形饰纹,透过机器协助刻出纹路后同样施以打磨,确认表面平整无毛刺,若须额外做出面盘间的层次,另外会再行切割表盘薄片。爱马仕的表款中也不乏许多施以珐琅彩绘或麦秆镶嵌等传统手工艺的款式,这些特殊装饰则会另外聘请专精的工艺大师进行。

毛胚经初步切割开孔后,细部仍须要手工磨整拋光,并反覆以肉眼确认光亮程度,让面盘搭配指针发挥最佳的视读性。
【4】 皮表带
皮革制品是爱马仕本行,表带的质感自然不在话下。品牌的鐘表厂在2006年加入皮革表带部门,为鐘表产品正式注入本家精神。爱马仕的皮革材质多样,如山羊皮、小牛皮、水牛皮、驼鸟皮以及短吻鱷鱼皮等,又如坚韧的Barenia或Epsom的皮革纹理,都代表优良品质。制作表带初步先将皮革依固定规格剪裁、整装并修饰,在缝制前会使用尺规工具标示出缝线与缝针的落点,让缝线间隔相等且平整,接着採用爱马仕招牌的马鞍针缝步法以双针同线交叉缝制,提升缝合强度,后续再处理皮带边缘,包括以砂纸磨整、封蜡、上色、刨光并缝上皮环,最后烙印生产年份与品牌字样。

表带缝制完后其实还有不少修整工序,不仅会上色让侧边的顏色也能和正面相似,并会以特殊工具反覆摩擦刨光,使边缘更为平整光滑。
完整内容请参考《世界手表杂誌 No.90》
更多精彩报导 欢迎订阅







