
早在十四、十五世纪,欧洲的机械鐘就已经利用冠状轮擒纵装置,搭配左右对称的砝码横桿作为调节器,虽然距离精确计时仍算遥远,但已经成为现在摆轮的前身雏型。由于垂直掛立或站立的砝码横桿,仅需些微的震动或是方位移动,就会造成极大的运转误差,因此直到1675 年,惠更斯发明螺旋状的游丝,搭配圆形的摆轮,才使得后来的怀表与腕表有了发展的可能性。因为在不同方位与重力的影响下,只有游丝仍可提供相同的回弹力量,改变原本依靠的不稳定外作用力。而不论是使用砝码横桿或是摆轮与游丝,其原理都是藉由相同的Isochronous 等时性,赋予机械装置稳定的时间划分,进而成为精准的计时器;因此摆动越有规律,等时性与准确度也越佳。
然而绝对稳定的计时状态,受限于多项阻碍,其中影响摆轮与游丝部分的主要因素包括:游丝扩张与收缩的规律性不均、温差导致游丝的弹性有变化、离心力与地心引力对游丝的变化、摆轮的重量不平均⋯⋯等。虽然每一项影响的因素,都只佔有极微小的部分,但是长久的时间累计下来,都会造成明显的误差。与现在的精确的石英表或原子鐘相比,可说是不得不改良的重大缺点;因此这叁百多年来,制表师对于摆轮与游丝的改革,可说是不下于擒纵装置,本刊在下两期分别会提到摆轮与游丝在这部份的改良。以下我们将就摆轮与游丝的结构,以及其运转的特性加以说明。

这两项装置在机芯中,佔有极重要的角色,可稳定控制且减缓发条传递出来的动力;上图为目前最常见的环形摆轮与平游丝的组合,而其他的装置也清楚可见。
摆轮与游丝的结构
摆轮与游丝是一枚机芯中,最容易观察的零件,因为其快速摆动的特点,是机芯上速度最快的装置,并採用外露的设计,只有自动盘可与之相提并论。由于转动速度极快,因此摆轮轴心的上下顶端,一定会设置红宝石并加以润滑;在从前,即使是低阶的七石、甚至是五石机芯,摆轮上下的轴心一定会分配到四石,可见得其磨损之大。
摆轮与游丝的上夹板,都是以独立的夹板加以固定,为了加强稳定性,许多新款机芯都採用水平双臂桥板固定于基板之上,同时也提高耐用度。摆轮与游丝在机芯中所负责的任务,即是担任一个反作用力的角色,将走时轮系传递过来的能量,减缓速度并且稳定划分间距,这就是摆轮与游丝最重要的任务。为了减低摩擦力,摆轮轴心的尾端非常的细,大约在0.05mm 至0.1mm 之间,只比头髮粗一点,所以非常脆弱,现在摆轮轴心上下端的宝石都会设置避震器,以保护轴心防止损坏。接下来我们以朗格Cal. 941.3 机芯,来说明摆轮与游丝的基本结构。

游丝是一个呈现螺旋形状的零件,中央开口电焊在游丝底座(亦称游丝脑),尾端则以游丝桩固定于游丝固定器。
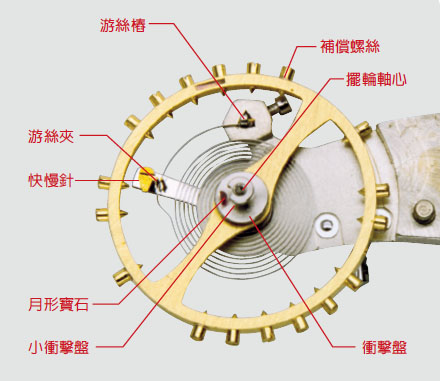
在摆轮背面,可看到大小衝击盘与月形宝石,都是固定于摆轮轴心中央,透过快慢针可以调整速度的快慢。
摆幅
摆轮与游丝接受来自擒纵叉传递的动能后开始转动,通常一枚刚组装好的机芯,它的摆幅应该介于270 度至310 度间,这是在上满鍊后的状况,多一点或少一点都是在可接受的范围。通常在满鍊后的测量结果,摆幅小于270 度时,对于走时的精准度就会有不良的影响。每一款机芯的摆幅都不尽相同,以笔者本身的经验,搭载ETA Cal. 2892-A2 机芯的新表,在上满鍊之后,都可以达到300 ∼ 310 度左右(以面盘朝上放置的姿势),而ETA Cal. 7750 计时机芯的摆幅也可达到同样的标准。
但摆幅会随着以下几种情况而有不同的变化,首先是发条动力的多寡,因为在满鍊时,摆幅可达到最大;但随着发条动力的减少,摆幅可减至200 度之下,精准度自然会有所改变。因此许多自动表,在使用者每天佩戴的情况之下,都可稳定维持在一两秒间的误差,这也是因为自动上鍊系统不断稳定提供发条动能的因素。
另外一项就是机芯的出厂时间长短,一只出厂不久的机芯,如果没有其他状况,其摆幅数据一定可在270 度以上,但随着时间变化,机芯上的润滑油逐渐乾枯、变得较为黏稠,走时轮系的运转就不如以往滑顺,许多的动能在传递的过程中就被消耗。而在末端,擒纵叉宝石与摆轮上下的宝石,一旦缺乏润滑,摆幅降低的情况会更加明显,因此许多维修师傅会将摆幅的高低,作为洗油与否的判断指标,通常满鍊时低于220、230 度,就是该考虑洗油保养的时候。
但是部分老表即使在洗油保养之后,也无法达到如此高的摆幅,其原因就是零件老化与金属疲劳,在使用二、叁十年之后,游丝的弹力必定会减弱,同样的,发条的弹力也会产生同样的金属疲乏问题。因此,一只经常使用的老表,即使上满鍊或洗油保养后,摆幅同样会减低一些。
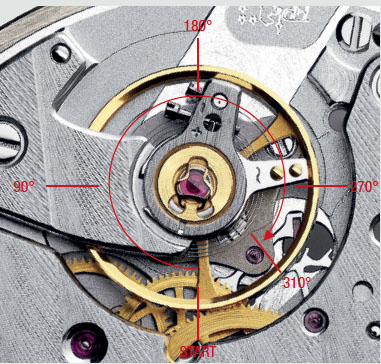
从摆轮开始旋转的原点计算,摆轮会顺时针旋转270 度以上,直到动力耗尽,再透过游丝的弹力,逆时针回转。
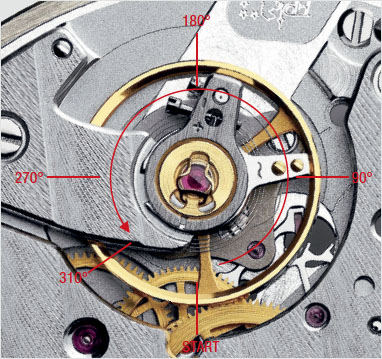
当摆轮回到了原点,擒纵叉传递的动能,使得摆轮继续逆时针旋转,同样是到了270 度左右,又开始回转。
震频
所谓的震频是指摆轮游丝震动(亦可用摆动)的频率,也就是在每一个固定时间中,摆轮游丝重复震动的次数。以早期机芯常用的每小时震频18,000 次为例(另一种纪录方式为18,000vph),它每分鐘是进行18,000/60=300 次的震动,所以每秒鐘是进行300/60=5 次的震动;但是摆轮游丝左右来回震动一次(也就是两次),才能算是一个完整的週期,因此每秒鐘是进行5/2=2.5Hz(频率的单位),由此公式我们可以推算,每一个机芯每秒鐘进行的震动次数与频率单位。
而早期的怀表与腕表都是採用每小时震频18,000 次为主,但是后来制表师发现提高震频,可以间接提高准确度,而这种理由何在?主要原因在于,高震频机芯每一次受到外力的影响,其佔有比率与所影响的时间,都低于低震频机芯,因此缩短了摆轮与游丝不正常的运作时间,所以可提高精确度。不过这是在相同因素下的实验结果,用于不同机芯或不同的佩戴环境下,结果当然也会不同。但是超高震频的机芯,如果没有使用适当材质以及润滑保养,零件磨损率的提高,则是大家公认的结果。
| 机芯的震频种类 | |||||
| 机芯 | ETA Cal. 6498-1 | ETA Cal. 7001 | OMEGA Cal. 8500 | ETA Cal. 2892-A2 | ZENITH El-Primero |
 |
 |
 |
 |
 |
|
| 每小时震频 | 18,000 | 21,600 | 25,200 | 28,800 | 36,000 |
| 每秒震动次数 | 5(2.5Hz) | 6(3Hz) | 7(3.5Hz) | 8(4Hz) | 10(5Hz) |







